316L Stainless Steel CNC Machining: This Is How We Keep Batches Consistent
316L stainless steel CNC machining is great at resisting corrosion, but batch consistency is where most shops struggle. It’s not so great at forgiving sloppy process control. We’ve seen plenty of batches where the first part is perfect and part 400 isn’t even close — and it’s almost never the material’s fault.
Why 316L is trickier than people expect
316L is the stainless steel everyone reaches for when corrosion resistance matters — food equipment, marine parts, medical devices, chemical processing. The problem is, the same properties that make it corrosion-resistant also make it a pain to cut. It doesn’t conduct heat well, so heat builds up right at the cutting edge instead of going into the chip. And it work-hardens fast if you’re not careful with your parameters.
On one prototype, a good machinist can feel it out — slow the feed a bit, swap the tool a little early. But you can’t do that 5,000 times in a row and expect consistent results. If your parameters aren’t written down and locked in, part 1 and part 500 can come off the same machine looking nothing alike.
Why 316L stainless steel CNC machining is trickier than people expect

The machine and the clamping setup
We run 316L on high-precision, high-rigidity 850 vertical machining centers with high spindle torque. Rigidity matters just as much as raw spindle power here — any flex during the cut makes the work-hardening problem worse.
What’s on the machine
- Self-centering high-precision vices with serrated jaws — the teeth keep the part from lifting up while it’s being cut
- Clamping force is set with a torque wrench on every single part, not by feel — that’s what keeps thin-walled or precision features from warping
- BT40 tool holders with ER32 collets, so tool runout stays consistent from the first part to the last
- The end mills are 316L-specific, not general-purpose tools pulled off the shelf
Cutting parameters, locked in before we start
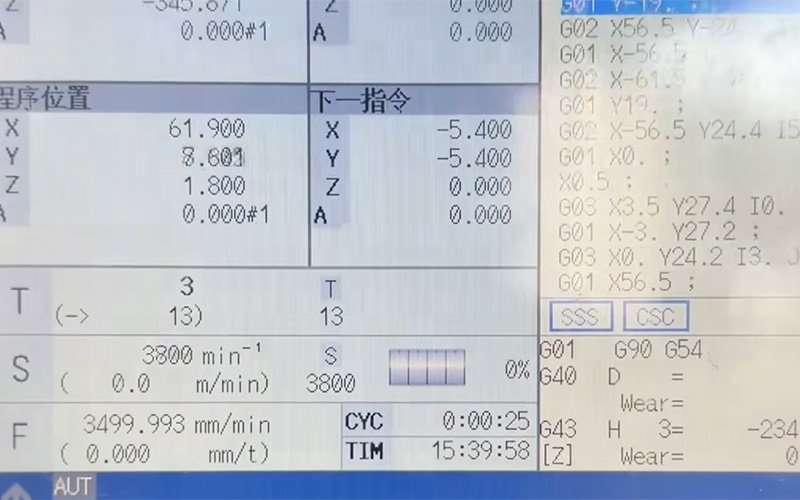
Spindle speed, feed rate, and stepover get written into a process sheet before the batch starts — nobody’s adjusting on the fly based on how the part sounds. These are the numbers our shop has landed on for stainless and titanium parts, where heat and work hardening are the things that bite you if you get them wrong.
| Parameter | Setting |
|---|---|
| Spindle speed | 3,800 RPM |
| Feed rate | 3,500 mm/min |
| Stepover | 0.35 mm |
This is the whole reason a 10-piece prototype run and a 5,000-piece production run can come out looking the same.
Heat treatment that doesn’t drift between batches
When parts need heat treatment or passivation, the only way to keep batches consistent is to hold furnace temperature, dwell time, and cooling rate in a tight window every single time — and check it with a hardness test on every batch, not just the first one.
Three checks, not one

Good process control cuts down on problems at the source. But things still slip through sometimes, which is why we check at three points instead of relying on just one.
1. When the material comes in
- We confirm the bar stock condition — annealed or cold-worked — matches what we qualified the process for
- Material without traceable certification gets quarantined — this is the most common gap we find when auditing suppliers
2. While the batch is running
- We sample critical dimensions at set intervals through the whole run, not just at the start and the end
- We track how tools wear across the batch so we catch drift before it turns into out-of-spec parts
- Any deviation gets flagged on the spot, not left for final inspection to find
3. Before it ships
- We decide upfront which dimensions need 100% inspection and which can be sampled, based on how critical they are
- Surface finish gets checked against spec, especially on parts with hygienic or cosmetic requirements
What it actually takes to get this right
None of this comes down to one extra inspection step or a stricter spec sheet. It comes down to process parameters that are written down and don’t change depending on who’s running the machine that day, plus a quality system that checks in three places instead of one. When we take on 316L production, the process sheet and inspection plan get built before the first part is cut — not patched together after the first defect shows up.
Milling isn’t the only thing we do with 316L

Everything above covers milling, but a lot of 316L parts — fittings, housings, shafts, anything round — are turned, not milled. We turn 316L on the same basis: rigid setups, controlled parameters, and the same inspection checkpoints, so a turned part gets the same consistency as a milled one. The housing below is a good example — a cylindrical, threaded 316L part machined for a marine sensor application.
Is 316L actually the right call for your part?
316L gets specified a lot, sometimes out of habit rather than necessity. Before locking it in, it’s worth checking it against the alternatives people most often mix it up with.
| Material | Best for | Watch out for |
|---|---|---|
| 316L | Marine, medical, food, and chemical environments needing strong corrosion and chloride resistance | Harder and slower to machine than 304; costs more |
| 304 | General indoor or dry-environment parts where corrosion resistance needs are moderate | Noticeably weaker against chlorides and saltwater exposure than 316L |
| Titanium (Grade 5) | Parts needing a strength-to-weight ratio 316L can’t touch, or extreme corrosion resistance | Significantly more expensive |
If your part lives somewhere with chlorides, saline exposure, or strict biocompatibility requirements, 316L is usually worth the extra cost and machining time. If it’s an indoor, dry-environment bracket, 304 will likely do the job for less.
We’re not just a 316L shop
The setup and parameters described above were built around stainless steel and titanium, two materials that share the same core challenge: heat buildup and work hardening if the process isn’t tightly controlled. That means the same shop is set up to handle these materials too:
- Aluminum alloys: 6061, 7075, and others for lighter-weight enclosures and structural parts
- Alloy steels: 4140, 4340, and other grades for parts needing higher strength or wear resistance
- Titanium alloys: Grade 5 (TC4) and other common grades for aerospace and high-performance parts
- Copper and brass: For parts needing high conductivity, thermal performance, or a specific aesthetic finish
- Engineering plastics: POM, PEEK, nylon, and similar materials for lightweight, low-friction, or insulating components
- Other stainless grades: 304, 17-4PH, and duplex stainless for parts where 316L isn’t strictly necessary
If your project spans more than one material — say, a 316L fastener and an aluminum housing — we can usually handle both under one quote. We also handle surface finishing in-house: passivation, bead blasting, polishing, anodizing, electroplating, and powder coating, depending on what the part needs.
Common questions
Share this article

Written by : Alex
A quick overview of the topics covered in this article.