How to Control Deformation in CNC Machined POM/Delrin Parts
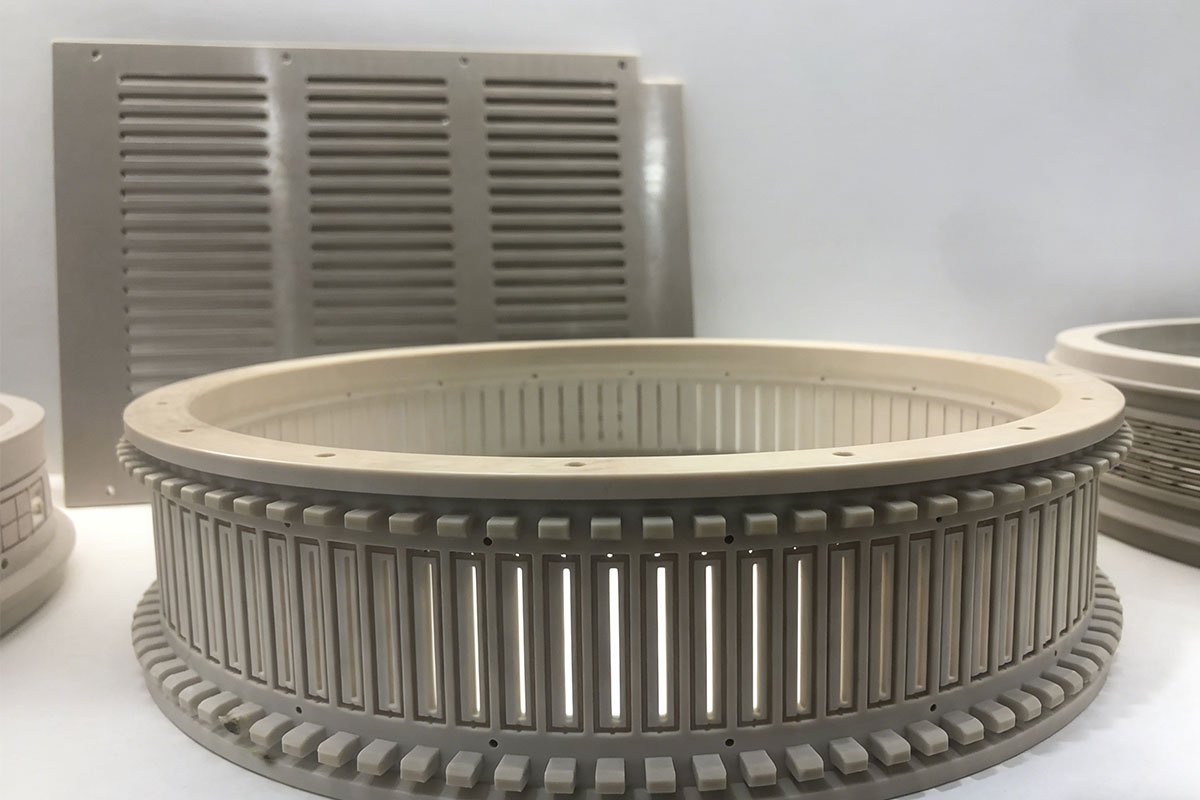
POM (Polyoxymethylene), also known as acetal or Delrin, is a go-to engineering plastic for custom CNC machined parts—valued for its low friction, high wear resistance, excellent dimensional stability, and easy machinability. It’s widely used in gears, bushings, guides, and precision components across industries like automation, automotive, and electronics. But one common frustration many customers face with custom POM CNC machining is part warping: twisted, bent, or distorted components that fail to meet tolerance requirements, delay deliveries, and waste costs.
The good news? POM part warping is not inevitable. At our custom CNC machining service, we’ve solved this problem for hundreds of clients by targeting the root causes of warping—rather than just treating the symptoms. Below, we break down why POM parts warp during CNC machining and detail our proven, step-by-step solutions to ensure your custom POM components come out straight, precise, and ready for use.

Why Do POM(Delrin/Acetal) Parts Warp? 5 Core Causes
1. Unreleased Internal Stress in Raw POM Material
Most POM rods, sheets, or injection-molded blanks come with inherent internal stresses from the manufacturing process (extrusion or injection molding). If you machine the material directly—without pre-treatment—these stresses will release gradually during cutting, causing the part to warp, curl, or bend after machining. This is especially true for thick POM parts or homopolymer POM (which has higher internal stress than copolymer POM).
2. Improper Machining Process: No Separation of Roughing and Finishing
A common mistake in POM CNC machining is trying to “machine to final size in one pass.” This forces the tool to remove too much material at once, generating excessive cutting heat and accumulating internal stress in the part. The stress gets trapped in the component and releases later—even after machining is complete—leading to post-machining warping.
3. Excessive Clamping Pressure
POM has moderate rigidity, so over-tightening clamps during machining can deform the part directly. This is a major issue for thin-walled POM components (thickness <5mm), slender rods (aspect ratio >10), or hollow sleeves—where uneven or excessive clamping force bends the part, and the distortion remains even after the clamps are removed.
4. Poor Tool Selection & Cutting Parameters
Dull tools or incorrect cutting parameters turn “cutting” into “extruding” POM, which increases cutting force and generates excessive heat. High heat softens POM temporarily, and as it cools rapidly, it shrinks unevenly—causing warping. Common mistakes include low spindle speeds, high feed rates, or deep cuts that overload the tool and the material.
5. Inadequate Cooling & Chip Removal
POM’s low heat distortion temperature means even small amounts of cutting heat can cause localized softening. If heat isn’t dissipated quickly, or if chips accumulate on the part (trapping heat), the material expands unevenly. When it cools, it contracts inconsistently—leading to warping. Using the wrong coolant (e.g., emulsions that leave residues) can also worsen the problem.
How to Control Deformation in CNC Machined POM/Delrin/Acetal Parts

Step 1: Pre-Treat Raw POM to Eliminate Inherent Stress
We never machine POM directly from the shelf. Instead, we pre-treat all raw materials to release internal stresses first:
- For small batches or thin parts: We let POM sit in a controlled environment for 24 hours to allow natural stress relief.
- For large batches or thick parts: We use low-temperature aging (100–120°C in an oven for 1–2 hours) followed by slow furnace cooling to avoid creating new stresses from rapid cooling.
Step 2: Balanced Material Removal
A key rule to prevent POM (Delrin) warping is never machining to final size in one pass—this causes uneven internal stress and distortion. Instead, we use the “Roughing – Flipping – Finishing” strategy, focusing on balanced material removal on both sides and repeated machining to avoid one-sided stress buildup.
- Roughing: Remove a majority of material from one side (with a small finishing allowance), then flip and remove the same amount from the other side to maintain balance.
- Flipping & Repeating: Unclamp and let the part rest at room temperature for 6–12 hours post-roughing. For thick/precision parts, repeat roughing-flipping 1–2 times to balance stress.
- Finishing: Use light, small cuts on both sides sequentially to minimize force/heat and maintain dimensional stability.
We also optimize machining order: cut large features (e.g., contours, through-holes) on both sides first to release overall stress, then process small features sequentially to avoid local stress.
Step 3: Flexible Clamping to Avoid Over-Pressure

Our custom vacuum grid fixture in action. Unlike traditional vices that squeeze the material from the sides, this setup uses negative pressure to hold the entire bottom surface of the POM part. This eliminates clamping stress and vibration, ensuring the part stays flat during and after machining.
We use custom clamping solutions tailored to your POM part’s design—focused on even pressure and minimal contact to prevent deformation. For long, straight POM parts (which are particularly prone to bending and warping during machining), we rely on custom vacuum fixtures to ensure stability and straightness throughout the process.
Step 4: Optimize Tools & Cutting Parameters for POM
To control POM (Delrin) warping during machining, we adopt POM-specific tools and a slow machining strategy. This approach minimizes cutting heat and force—two key factors that cause deformation—ensuring stable processing and dimensional accuracy.
- Specialized Tools: We use tools specifically designed for POM machining, featuring sharp, burr-free edges and optimized chip pockets. These tools reduce “extrusion” of POM (a common cause of stress and warping) and ensure smooth, efficient cutting without unnecessary force.
- Slow Machining Strategy: We adopt a slow, steady machining pace with light cutting loads. This avoids excessive heat generation and uneven stress accumulation, preventing the material from softening or distorting during processing.
Step 5: Quality Control
We measure parts immediately after machining and again after 2 hours (to check for post-machining warping).
Ready to Get Custom POM(Delrin/Acetal) Parts?
Whether it’s Black POM, White Delrin, or other stress-prone plastics, our custom CNC machining for plastic parts ensures your parts meet strict GD&T tolerances.
Send us your part drawing (CAD files accepted), and our team will design a custom CNC machining plan tailored to your plastic component. Contact us today for a free quote.
Share this article

Written by : Alex
A quick overview of the topics covered in this article.
Latest articles

April 3, 2026